The working principle of the steel pipe roll forming machine:
The strip steel is introduced into the pipe welding machine through the feeding machine, and the strip material is extruded through the roller, and then the argon arc welding mixed gas is used to protect the welding and rounding process, cut by the cutter mechanism, and then the steel pipe of the required length is output.
Then the steel pile will be straighten by the straightener. Spot welding machine is used for spot welding connection between strip steel heads.
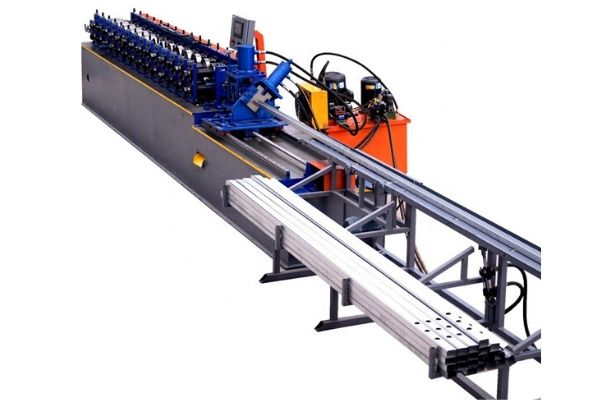
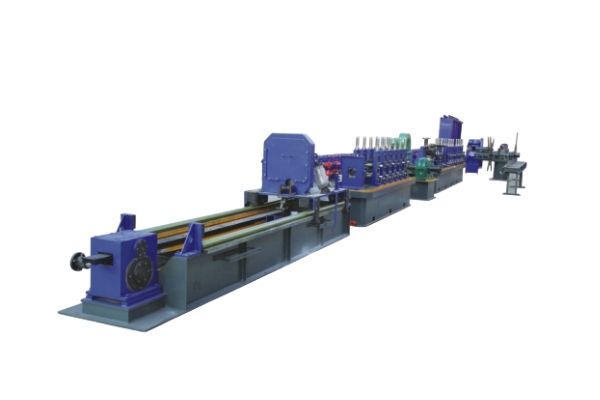
The steel pipe roll forming machine is a comprehensive set of equipment that successively welds strip steel into pipes and straightens it into finished products.
The main production process of the steel pipe roll forming machine is as follows:
Feeding frame–forming–welding–leveling of inner welding seam–grinding–coarse sizing and straightening–bright annealing furnace–precise sizing and straightening–on-line steel tube eddy current testing–cutting to length –Finished product rack.
The structure composition of the steel pipe roll forming machine:
(1) Feeding rack: Purchase steel belt according to the specifications of the pipe, put the steel coil on the loading rack, and introduce the forming part.
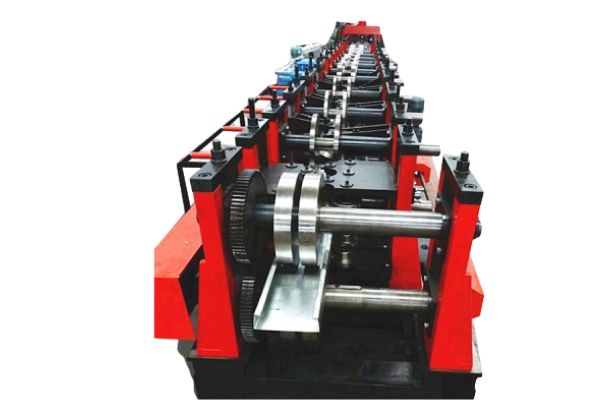
(2) Forming section: rolling forming using welded pipe mold
(3) Welding machine: welding
(4) Grinding box: external welding seam
(5) Sizing and straightening section: fine adjustment of pipe diameter
(6) Cutting table: metal hydraulic cutting or grinding wheel cutting
(7) Cutting frame: automatic cutting
Possible problems in the process of producing pipes:
Defects such as strains, wrinkles, nail scales, fish scales, round tube roundness, and irregular surface are often produced during the pipe producing process.
The characteristics of the steel pipe roll forming machine:
- The steel pipe roll forming machine adopts frequency conversion speed regulation technology. With the speed regulation being highly sensitive, the machine is stable with low noise and less power loss.
- The steel pipe roll forming machine adopts a cross universal joint coupling for rotating, which has a large rotating button, with a long service life, having the characteristics of being neat, beautiful and light.
- The electrical equipment configuration of the steel pipe roll forming machine adopts frequency conversion speed regulation.
- The steel pipe roll forming machine and sizing parts are driven centrally by one motor, with compact structure, having the advantages of simple maintenance, easy lifting, installation and operation.
- The horizontal frame is a spinning frame, which spins through the turbine scroll box and the coupling. There is a 4-speed gearbox (1 reverse gear) between the turbine scroll box and the motor, which makes the operation of the machine more convenient and the motion of the roller more stable.
The advantages of steel pipe roll forming machine:
- In terms of application, the application of welded pipes is getting wider and wider, which is suitable for the production of agricultural industry and decoration industry.
- In terms of production, successive production, with advantages of high efficiency, less material waste, and low production cost.
- In terms of quality, the finished pipe product is excellent in quality, with the welding gap being complete, the burr being not much, the speed of production being fast, and the energy being extremely saved.
- In terms of economic benefits, the machine has low noise, environmental protection and is energy-saving. One worker can run 4 machines at the same time, and the time for changing the mould has been shortened, which saves time and effort.
The application of steel pipe roll forming machine:
- The high-frequency steel pipe roll forming machine is mainly used for the production and processing of various ferrite material pipes such as iron pipes and galvanized water pipes.
- The steel pipe roll forming machine is mainly used for the production and processing of various stainless steel tubes, titanium tubes, iron tubes, alloy tubes and other alloy tubes. Such as industrial pipe, aerospace pipe, high-end water supply pipe, decorative pipe, water pipe, staircase handrail pipe, anti-theft door and window pipe, guardrail, automobile exhaust pipe, heat exchanger pipe, fluid pipe, edible pipe, etc.
The Maintenance of steel pipe roll forming machine:
- Always check the oil level of the oil tank. The oil level should not be lower than the specified value.
- The fine oil filter needs to be replaced in time when it is blocked by dirt. The crude oil filter should be cleaned in time when it is blocked, at least once every 3 months.
- The oil added to the oil tank must be filtered, and impurities such as moisture, rust, metal shavings and fibers must not be mixed into the oil.
- When starting the oil pump in winter or cold areas, the process of starting and stopping should be repeated for several times for increasing the temperature of the oil. And then start working after the hydraulic pump station has operated flexibly.
- All knobs on the hydraulic pump station shall not be touched by non-operators.
- Always observe whether the voltage of the power supply have abnormal fluctuating, and examine it every three months.
There are three aspects needing to be noticed in the use of the steel pipe roll forming machine:
- Processing and welding:
For this, before welding, all kinds of rust, all kinds of grease and moisture on the steel pipe should be removed. And for the electrode used, it should also be used selectively.
- Welding of steel pipes that need to be bent:
At this time, the problem we know is that although the thin plate can be bent at 180 degrees, when using the steel pipe roll forming machine, it would be better for us to choose a steel pipe or steel plate that is more than twice thick. The advantage of this is that it can reduce the crack of the bending surface.
- In the deep processing of cold drawing:
In such processing, it is relatively easy to generate friction heat. For such problems, it is necessary to adopt steel pipes with good pressure resistance and heat resistance. After the forming process is completed, the grease on the surface should also be removed instantly.
The classification of steel pipes:
Steel pipes can be classified according to the rolling process, whether there are seams and cross-sectional shapes.
According to the rolling process classification, steel pipes can be divided into hot-rolled steel pipes and cold-rolled steel pipes.
According to whether the steel pipe has seams, the steel pipe is divided into seamless steel pipe and welded steel pipe.
Among the welded steel pipe, commonly used welded steel pipes can be divided into three types according to the types of welds: high-frequency welded pipes, straight-seam submerged arc welded pipes, and spiral submerged arc welded pipes.