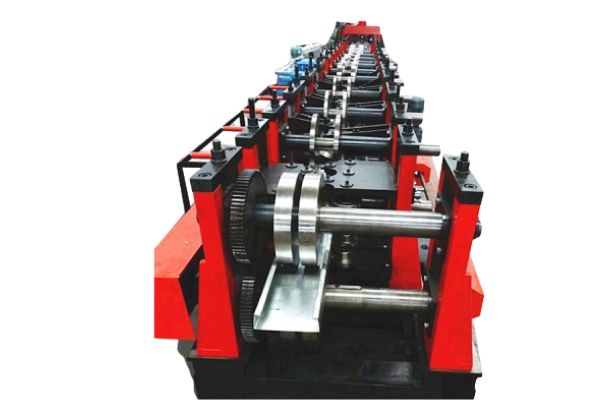
The Structure of Glazed Tile Roll Forming Machine:
The glazed tile roll forming machine is mainly composed of left and right bodies, bottom connection bar, upper apex chassis lid, sliding seat, hexagonal runner, pulley, gear mechanism, grooved wheel mechanism, cam mechanism, lubrication pump, oil system, an electronic control part, etc.
The stamping process of the upper die of the machine:
The electric motor drives the input shaft through the pulley and drives the upper shaft through the pinion gear and the large gear, and the slide equipped with the upper mould is driven up and down by a set of cam mechanisms to finish the tile forming. The indexing of the work table is completed by the gear unit located on the end of the upper shaft rotating the pin gear and the groove wheel located on the hexagonal runner shaft to achieve indexing positioning.
A revolve cam conjugated with a pressing cam located on the identical shaft has been installed at every extreme of the upper shaft, and the lower mould is positioned at the working place through the positioning bar and disk. Lubricating pumps are fixed in the both side of cabinets. When the machine is on, the oil pipe delivers lubricating oil to every section where experiencing friction.
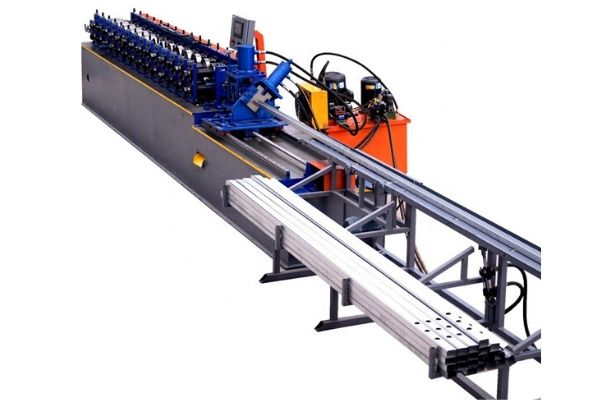
The Working Principles of the Glazed Tile Roll Forming Machine:
The glazed tile roll forming machine is divided into three sections, the roller table forming section, the pressing section, and the cutter section. The roller table forming section of the glazed tile roll forming machine is powered by the main motor, and the rollers are driving by the chain for rotating.
The pressing section of the glazed tile roll forming machine is a hydraulic cylinder which prompts the mould moving up and down. The cutting section of the glazed tile pressing machine is also powered by the hydraulic cylinder to let the cutter up and down.
The production process of the glazed tile pressing machine:
The colored steel plate enters the roller table forming machine, and after the forming, it will pass through the pressing machine, being pressed into an equidistant structure, and the cutter is responsible for the fixed-length cutting. The control system and execution part of the glazed tile roll forming machine includes a frequency converter drive motor, a hydraulic station motor, two hydraulic solenoid valves for pressing, and two hydraulic solenoid valves for the cutter.
The Characteristics of the Glazed Tile Roll Forming Machine:
- The glazed tile roll forming machine adopts high-level automatic control software to realize the informational management of the production.
- The automatic control system of the entire machine unit adopts a highly integrated network, which makes the automatic control system has superior performance.
- The glazed tile roll forming machine also has the advantages of being easy for operation, maintenance, and mechanical debugging, mould replacement.
The Precautions When Operating the Glazed Tile Roll Forming Machine:
Before the machine is started, it is necessary to check whether the junction is sturdy and whether the bolts and nuts have been tightened. Only enough lubricate oil have been added to the chassis can the engine be powered for a test drive. Run the empty machine at first, and carefully observe whether there is noise or sensation, whether the oil coming from the oil window is smooth, and whether the motion of every component is in conformity, and the mould can be installed after everything is on the right way.
When installing the mould, the power must be cut off. Move the motor belt or large gear by hand to index the worktable and raise the slide to a high point. It would be better to put an object supported between the worktable and the bottom surface of the slide to prevent the slide from falling naturally and causing an accident. In addition, the mould used demands an upper mould and six lower moulds of an identical specification.
First, install the upper mould and a lower mould. The lower mould should be directly installed on the hexagonal runner table. The upper mould is supposed to be installed on the surface of the bottom of the slide and a backing plate of moderate thickness should be placed to make sure that the gaps around the upper and lower moulds are even after the mould is closed. The spacing between the upper and lower moulds should be equal to the thickness of the required finished tiles. Then adopting the upper mould as a standard, the worktable should be indexed, and then the other five pairs of lower moulds should be installed successively. Only when all the installation has completed can the mass production of the glazed tiles start.
The Maintenance of the Glazed Tile Roll Forming Machine:
The glazed tile roll forming machine needs to be lubricated regularly. After lubricating, taking a dry cloth to wipe out the excess oil on the chain to avoid the adhesion of dirt and dust. Before reinstalling the chain, remember to clean the joints of the shears chain to ensure that there is no residual dirt. After the chain is cleaned, and before assembling the joints, some lubricating oil must be added to the inside and outside of the connecting shaft to ensure the operation of the glazed tile roll forming machine.
- Personnel who do not understand the structure, performance, and operation rules of this glazed tile roll forming machine are forbidden to run the machine.
- It is strictly forbidden to work beyond the minimum closed height, that is, the minimum distance between the bottom surface of the upper sliding box and the working surfaces is 290mm. It is required that the height after the upper and lower moulds plus the thickness of the lower backing plate plus the thickness of the tile blank should not exceed 290mm. The design of mould should be based on this requirement to avoid the appearance of accidents.
- Always pay attention to observe the height of the lubricating oil in the sliding box and the body on both sides. The glazed tile roll forming machine should be wiped frequently to keep it clean and free of mud and water.